标准配置:
数控系统:FANUC 0i-MF PLUS;
10.4" 彩色LCD显示器
冷却系统,空调
全防护级管路系统
标准工具及工具箱
圆盘式HSK A63-16T刀库
可选配置:
水冷机
产品优势:
能够有效降低工件表面粗糙度和提高型面精度;降低工件亚表面损伤;
延长刀具的使用寿命、提高切削效率;
切削力减小,是普通切削力的1/10-3/10;
加工精度提高,加工精度最少提高一个等级;
刀具使用寿命延长大幅度提高,耐用性增强3倍以上;
抑制毛刺产生;
加工系统稳定性能提高;
自激颤振的抑制性能强;
刀具表面附着物的抑制,不容易产生积削瘤,综合性能提高;薄壁件、细长杆、难加工材料等形态难加工部件;
x粗糙度大幅度提高,实现镜面加工;
从传统切削破坏拉到超声消除残余应力: 减少切削热,加大切削液的循环利用。
加工原理:
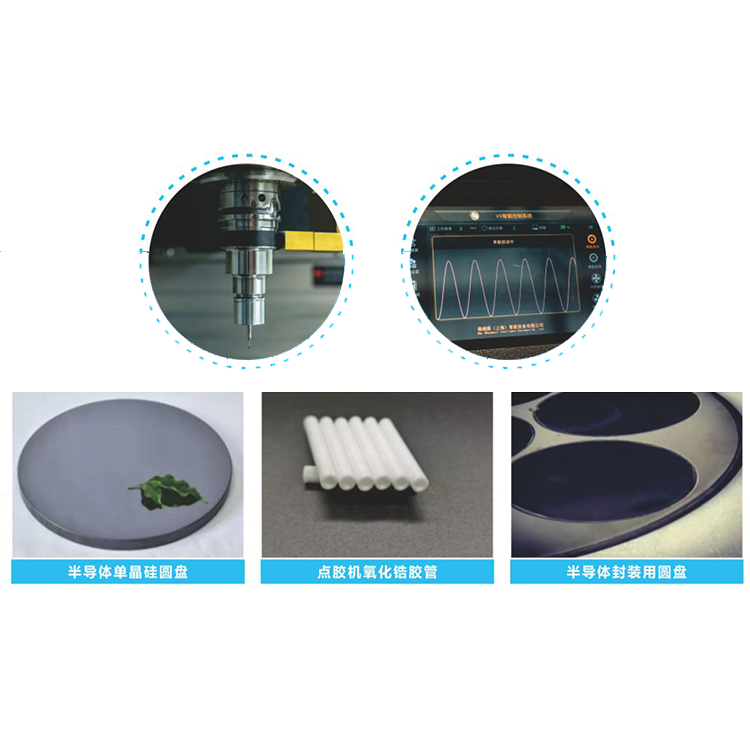
超声波加工设备主要由超声波发生器、压电超声换能器、变幅杆、超声刀柄、工具以及机床本体六大部分组成。超声波发生器发出的高频电信号经压电超声换能器转化为高频超声振动,再由变幅杆将振动的振幅放大并施加到刀具上。超声波驱动工具按照一定的频率周期性的对工件进行切削与分离。主要加工以陶瓷、玻璃、复合材料、硅片、钨钢等为代表的硬度高、脆性大的材料,能够大幅度降低加工时的切削力、切削温度,改善被加工材料的表面质量。硬脆材料超声加工设备,驱动刀具以20-50KHz的频率(每秒20000-50000次)进行高频振动使刀具获得非常大的冲击加速度,约为重力加速度的 104-105倍,刀具与机床主运动复合后沿切削方向进行振动加工,被加工材料很容易切除。超声复合加工从微观上看是一种脉冲切削,在一个正弦振动周期中,刀具的有效切削时间很短大于70%的时间里刀具与工件完全分离。使得刀具所受到的摩擦变小,所产生的热量大大减少,切削阻力显著下降,避免了普通切削时的“让刀”现象,并目不产生积屑瘤,可有效避免粘刀、砂轮堵塞等问题。